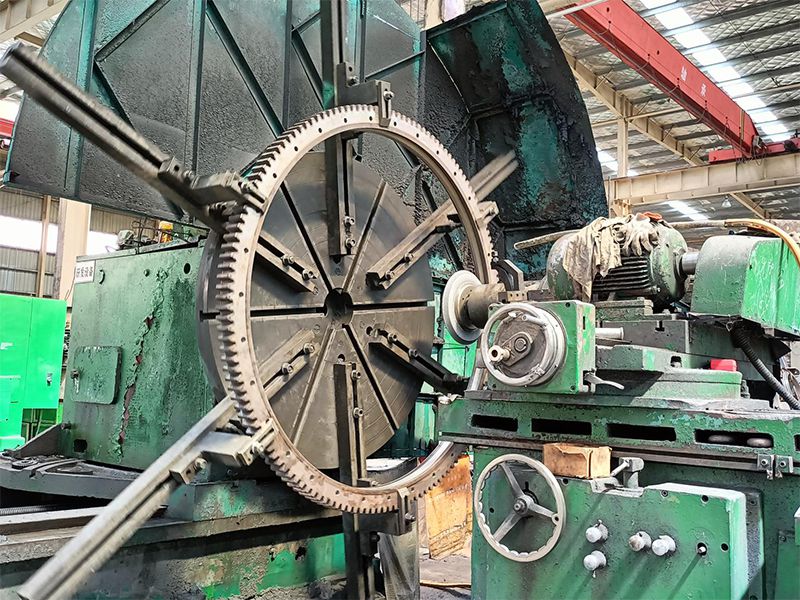
Torneado


- Torneado en bruto (rough).
- Después del torneado en bruto (rough), la pieza de trabajo es detectada por un detector ultrasónico de defectos para examinar grietas u otros defectos y garantizar la calidad estable del rodamiento y su vida útil normal.
- El enfriamiento y el templado se pueden realizar de acuerdo con los requisitos, para mejorar la resistencia y la resistencia a la fatiga del material.
- El tratamiento de envejecimiento (dentro de las 48 horas) se lleva a cabo para eliminar la tensión interna y evitar la deformación de la pieza de trabajo.
- Terminado de torneado. En este proceso, para evitar la deformación de las piezas del rodamiento, la herramienta de sujeción de piezas debe aflojarse primero y volver a apretarse después del ajuste.
- Proceso especial para los aros interiores de los rodamientos de rodillos cruzados y las coronas de orientación de rodamiento de rodillos de tres hileras: los aros interiores de estos rodamientos deben procesarse en par y cortarse después del tratamiento térmico.
Tratamiento térmico


- Se realiza un endurecimiento de frecuencia media en la superficie de la pista de rodadura del rodamiento para formar una capa endurecida con dureza ≥55HRC, profundidad≥4 mm y el ancho de la zona blanda es ≤50 mm con una marca "S".
- Se realiza una inspección de líquidos penetrantes para detectar si hay grietas u otros defectos en la pista de rodadura.
Procesamiento de engranajes



En el caso de los rodamientos con engranajes externos o internos, el procesamiento de engranajes debe realizarse antes del proceso de rectificado para lograr la precisión requerida del engranaje.
Perforado


Se programa en la máquina perforadora CNC de acuerdo con el dibujo y se verifica la precisión del tamaño antes de perforar los orificios. Las coronas de orientación con anillo interior/exterior dividido deben procesarse en combinación para controlar la desviación de la distancia del orificio dentro de 0.5mm.
Triturado/molienda

- Molienda áspera: se utiliza la rueda de resina de grano 36 y la velocidad de molienda debe ser ≤1500 rpm para evitar daños en la pista de rodadura y la profundidad de molienda debe ser de ≤1 mm.
- Molienda fina: la muela abrasiva de resina de grano 46 o 60 se utiliza para procesar finamente las coronas de orientación y lograr el acabado superficial requerido y la precisión del tamaño.
Ensamblaje


- Después de la molienda, se lleva a cabo un premontaje para calcular y ajustar la holgura.
- Después de ajustar la holgura, verifique el par de fricción de arranque. Si no es aceptable, vuelva a ajustar la pista de rodadura y el espacio libre para lograr el valor requerido.
Inspección
 Calibradores
Calibradores
 Indicador de cuadrante/dial
Indicador de cuadrante/dial
 Durómetro portátil
Durómetro portátil
 Probador de profundidad de capa endurecida de enfriamiento
Probador de profundidad de capa endurecida de enfriamiento
 Altímetro
Altímetro
 Detector de defectos de partículas magnéticas CDX-III
Detector de defectos de partículas magnéticas CDX-III
Inspección de piezas: limpieza de las piezas del rodamiento, realización de la inspección final y documentación de los resultados.
Embalaje y envío


Los productos calificados se limpian, engrasan, empaquetan, embalan y envían al cliente con las certificaciones relacionadas.
Productos principales





-

Preguntas frecuentes
Más¿Se puede personalizar el rodamiento?
Sí. Podemos personalizar el rodamiento. Por favor, díganos el diámetro exterior, el diámetro interior y otras condiciones, y luego le recomendaremos un modelo adecuado para usted. -

Servicios
MásOfrecemos rodamientos estándar y personalizados adaptados a los requisitos específicos de nuestros clientes. Después de un examen exhaustivo del estado del rodamiento, el tamaño, los parámetros de los dientes del rodamiento y cualquier otro proceso especial prescrito por el cliente, le recomendaremos el modelo más adecuado.
-
Rodamientos personalizados
MásNuestro equipo dedicado está disponible para brindar ayuda y experiencia durante todo el proceso. Tanto si realiza un pedido de nuestra gama estándar de productos como si desea una solución a medida para su proyecto actual, están listos para ayudarle en cada paso del camino.
-

Certificados
MásComo empresa de alta tecnología, nuestros productos han pasado la certificación del sistema de calidad ISO9001-2000, CCS, ABS, BV, GL y otras certificaciones, y han obtenido una serie de certificados de patente.






